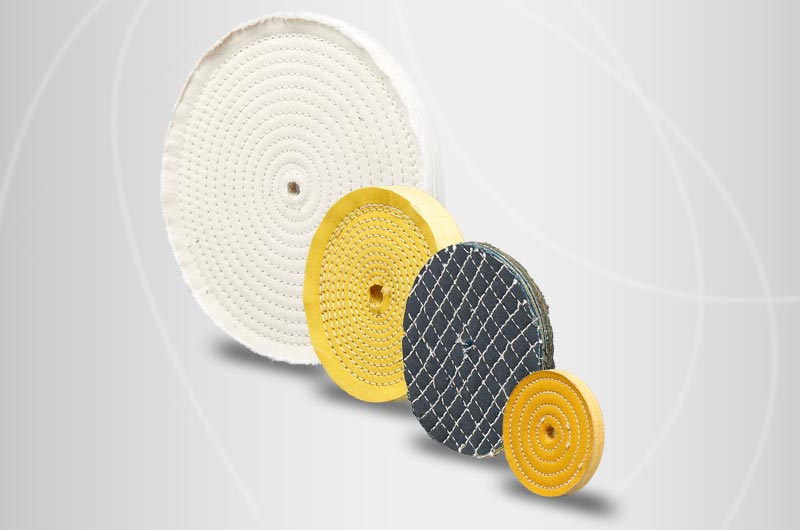







佛山市顺德区科丽研磨科技成立于2001年,主要生产高质量的抛光材料,包括各种抛光轮、抛光布轮、剑麻抛光轮、抛光白布轮、封边机布轮、及其他抛光材料,是一家产品种类丰富齐全的抛光布轮厂。产品广泛用于不锈钢、铝合金、铜、锌合金等各种金属和塑料、木材等非金属表面抛光,针对不同材质和表面要求(粗抛、精抛、镜面出光)均有专业材料提供。
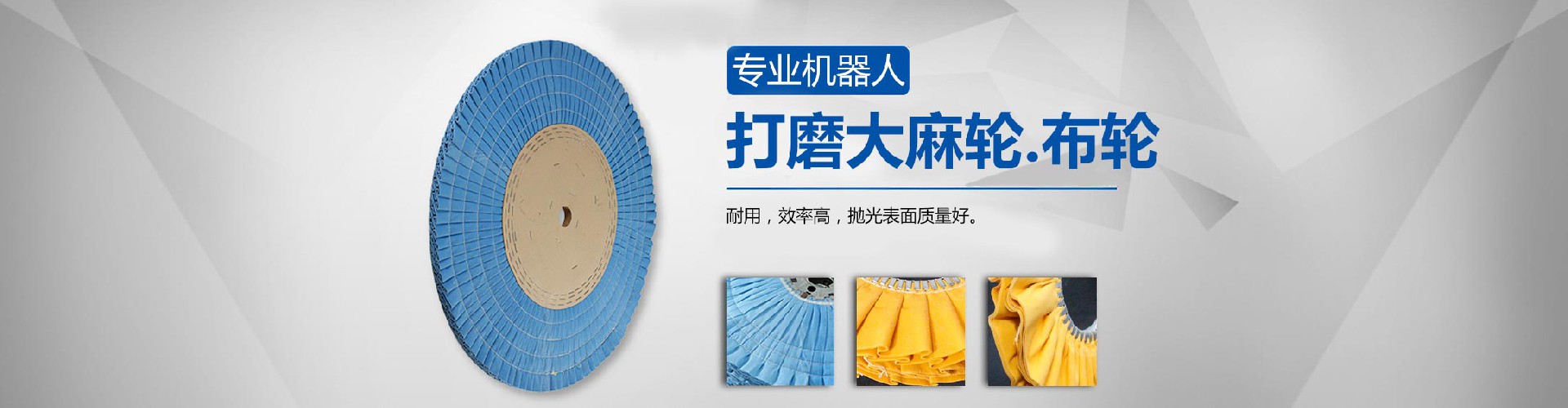
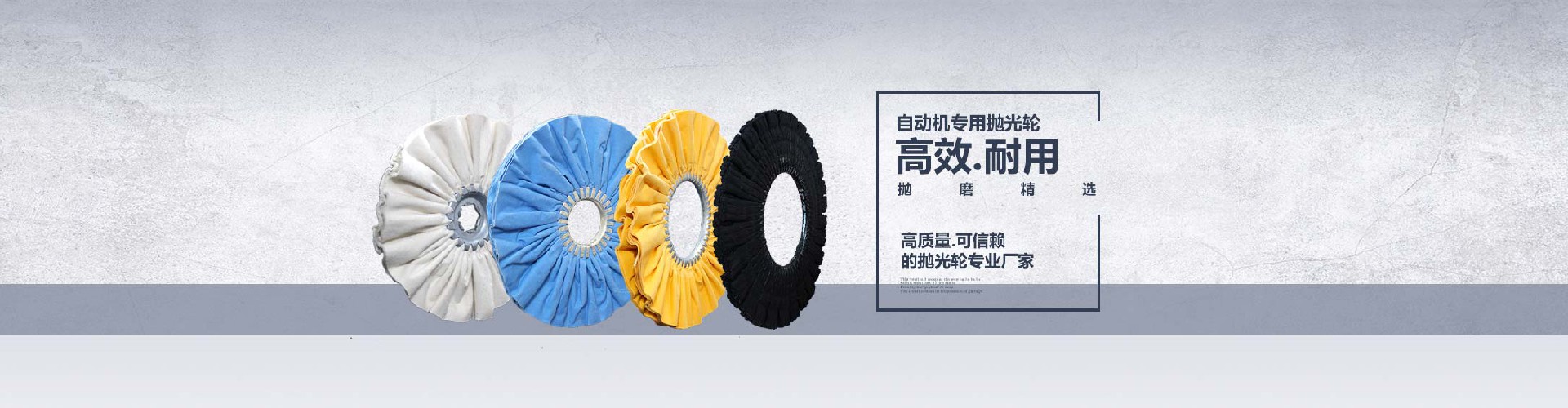
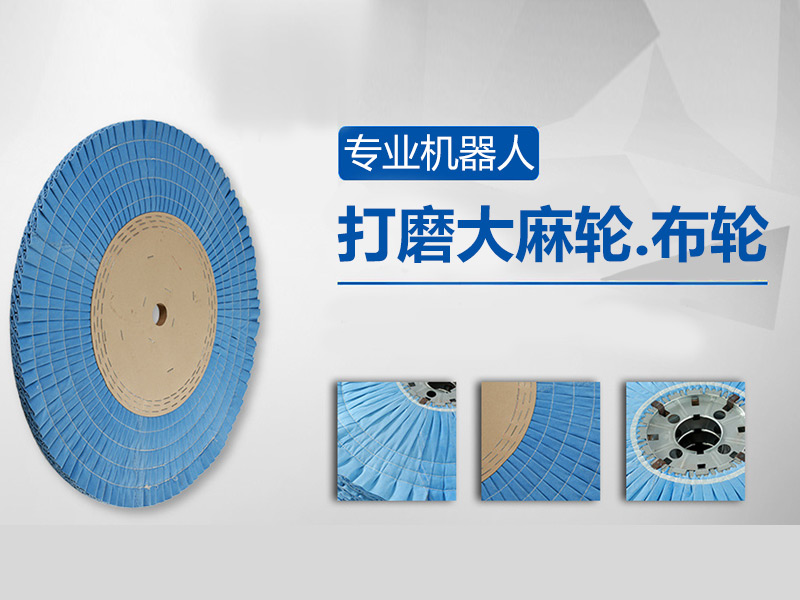
我们的抛光布轮产品适用于各种自动,半自动和手工抛光机器,还有专业用于机器人抛光的布,麻轮。我们从一开始就定位于中高质量产品,所生产的抛光轮产品表面效果好,切削和出光效率高,并且耐用,质量稳定,深受客户认可。
经过近二十年的发展,我们已经成为专业的抛光布轮厂家,我们还可以根据客户的特殊要求定制,伴随着中国的产业升级,我们将与你一道实现高质,高效,环保,低成本的表面抛光解决方案。